Keeping the wall thickness constant throughout the extrusion process makes it more efficient because it reduces the amount of time needed for production, which in turn results in a product that is more cost-effective.
You can modify the mechanical performance of your extrusion in specific locations by making adjustments to the wall thickness; however, doing so will cause the cost of the part to go up. It is essential to keep in mind that variations in wall thickness will lead to uneven part cooling during the cooling process, which may cause deformation. This is something that must be kept in mind at all times.
An examination of geometry
By adding radii to sharp corners, the process of extrusion can be made much more straightforward and efficient. This is due to the fact that achieving sharp internal and external corners is extremely challenging and frequently calls for additional machining. When sharp corners are used in production, the manufacturing process can be slowed down, and there is a greater chance that there will be imperfections. To summarize, the process of extruding the part will become a great deal less complicated and time consuming if the corners are rounded off. Any corners that are particularly acute should have a radius of between 0 and 1 added to them, per our recommendation.
Contrasts between points of view
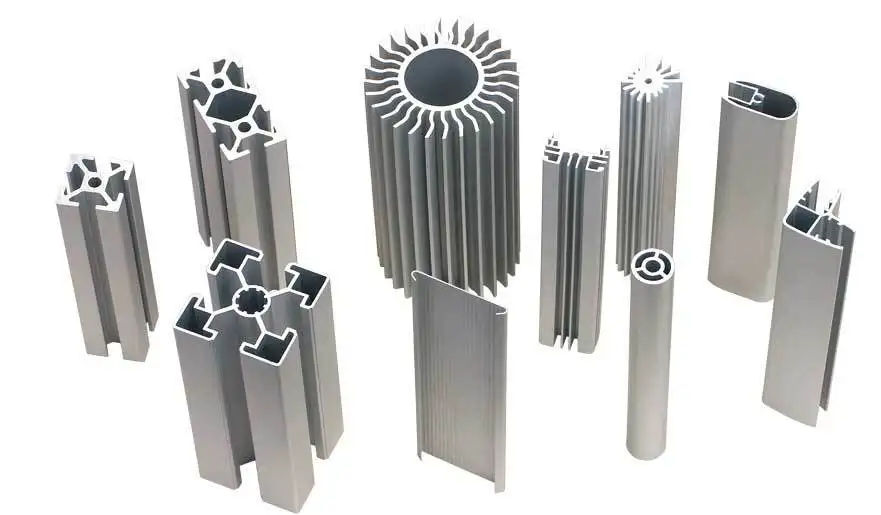
When it comes to Aluminum Profile that have opinions, which are also sometimes referred to as pockets or tongues, there is a general rule that states the ratio between the height and width of the opinion should be approximately 3:1. This rule applies to Aluminum Profile that have opinions. This regulation was put in place to prevent any potential weakening of the integrity of the die in any way. When the opinion ratio is high, the process of extruding the part will be more difficult because of the increased complexity of the part. By utilizing large radii at the opening of the opinion and a complete radius at the base of the opinion, it is possible to increase the ratio so that it is closer to 2:1. Inadequate wall thickness can result in a variety of issues during the extrusion process, including distortion, incomplete extrusion, and increased tool wear. These issues can be avoided by maintaining adequate wall thickness. The minimum wall thickness that is required for aluminum extrusion is determined by a number of different factors. The factors that are considered to be the most important, however, are the cross-sectional shape and size, as well as the aluminum alloy that is chosen.
Extrusion of Aluminum Available in Several Grades
The table that follows offers an overview of the typical grades of aluminum that are utilized for extrusion purposes at Get It Made. It is highly recommended that you consult with an experienced manufacturer such as ourselves if you are unsure as to which grade is ideal for the project that you are currently working on because this will allow you to make an informed decision. In the following, we are going to look at a few different grades of aluminum and compare and contrast them.
Al6063
Al1050
It is common practice to put this particular alloy from the 6000 series into structural applications because it possesses both the highest possible strength and the best possible resistance to corrosion. However, in comparison to other alloys in the 6000 series, it is difficult to produce thin-walled, complex extrusions with this alloy, and the surface finish of the finished product is not as smooth as it is with other alloys in the series. This alloy should not be utilized in the production of decorative extrusions because it does not meet the requirements.
The most typical defects that can be discovered in aluminum extrusions and the ways in which they can be avoided
The billet of aluminum goes through an extrusion process in which the Aluminum Profile is subjected to tremendous forces, which can lead to the development of naturally occurring residual stresses. This can result in the parts taking on an abnormal shape, which may become even more pronounced if the parts cool in an uneven manner. Because of the design's asymmetries and lack of consistency in wall thickness, the component parts cool at different rates, which results in uneven cooling.
Streaking is characterized by the presence of minute, continuous marks or grooves that run in a direction that is perpendicular to the direction in which the extrusion process is taking place. Die lines are another term that can be used interchangeably with "streaking."Alterations in the flow of the metal during the extrusion process can cause these, as can the use of tooling that was not adequately designed for the job. Even though it can be difficult to keep streaking under control, the appearance of streaking can be reduced by using a ribbed or patterned surface. This is despite the fact that keeping streaking under control can be difficult.
It is possible for the part that was extruded to have cracks in it if the settings and conditions for the extrusion process are not performed correctly. Because of the excessive frictional stress that was caused by the interaction of the metal and the tooling, the surface of the component developed cracks as a result. Having an extrusion speed that is excessively high or variable, as well as having an extrusion temperature that is excessively high, are all factors that can contribute to the formation of cracks. Be sure that you adhere to the design guidelines that were discussed earlier, and stay away from features that could concentrate stress, such as sections that are too thin or opinion ratios that are too high. We will collaborate with you to ensure that the designs you create are suitable for aluminum extrusion by drawing on our many years of experience in the industry as well as paying close attention to the tiniest of details. There are three primary factors that, when combined, will have a significant impact on the overall price of your component, and those factors are as follows:
Create an embryo
Uncomplicated plan of action
Round off any corners that are too acute by applying radii to them.
If you add radii to the sharp corners that are present in your extrusion profile, you can reduce the amount of time it takes to machine your extrusions, as well as the cost and the likelihood that there will be imperfections. If you need to keep the internal profile square, you might want to consider using a corner that is shaped like a dogbone. This might be a good option for you. Obtaining the desired outcome when extruding a product that has sharp corners is difficult and frequently calls for post-processing steps to be taken.
When you are designing the profile for your extrusion, you should work to keep the ratio of the width to the height of the opinions as close to three to three as you possibly can.
The final price of the extruded product is partially determined by the cost of the raw materials and partially determined by the degree to which the material can be machined. The term "machinability" refers to the ease with which a material can be machined or extruded into a desired shape. The ease with which a material can be machined directly correlates to the speed with which it can be machined, which in turn directly correlates to the overall cost of the material. For the best results, extrusions should be done with alloys from the 6000 series because these alloys offer the best combination of cost efficiency and versatility.
You should try to make the length of the aluminum extrusions you buy as well as the quantity as large as you possibly can so that you can take advantage of economies of scale in the labor market as well as the material market.